




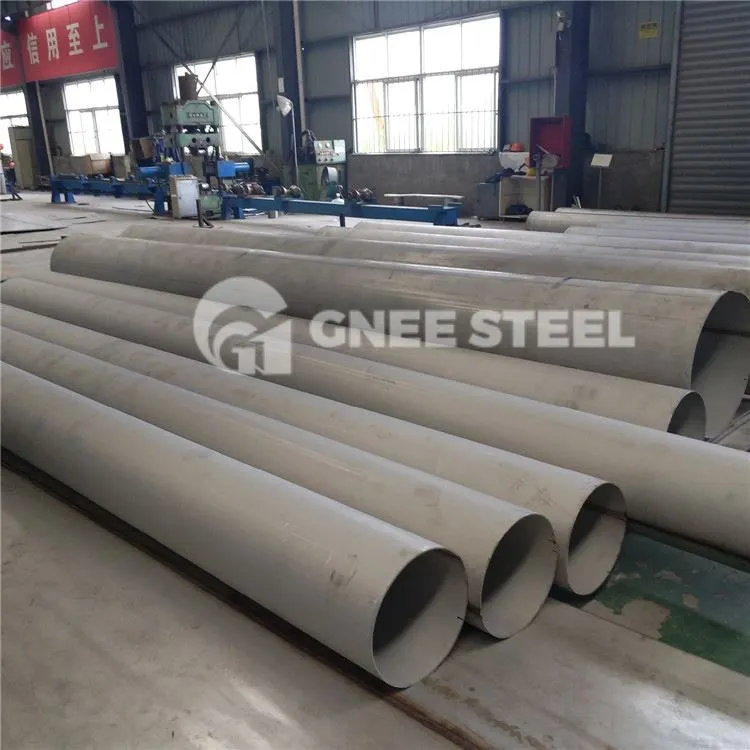



Pipa Las EFW ASTM A358 Kelas 2
Tipe: EFW/ Dilas
Panjang: Sesuaikan Ukuran
Deskripsi Pipa Las A358 CL2
Pipa las A358 Kelas 2 adalah pipa baja paduan kromium-nikel austenitik las fusi listrik yang digunakan untuk lingkungan korosif atau suhu tinggi. Ini menggunakan pengelasan dua sisi dengan logam pengisi di semua lintasan las dan tidak memerlukan inspeksi radiografi.
Pipa las fusi listrik A358 tersedia dalam empat kelas tambahan: A358 Kelas 1, A358 Kelas 3, A358 Kelas 4, dan A358 Kelas 5. Sebagai pemasok pipa baja terkenal, GNEE Group dapat menyediakan semua pipa las ini untuk Anda. Kami menyambut pertanyaan Anda.
Spesifikasi Pipa Stainless Steel A358 Cl2 EFW
| Ukuran | 8" NB hingga 110" NB dengan ukuran lubang normal |
| Ketebalan | SCH 10 hingga SCH 160, ketebalan 3 mm hingga 100 mm |
| Jenis | fusi listrik, EFW |
| Ukuran | 8" Catatan hingga 24" Catatan |
| Tipe akhir | ujung polos, ujung miring, tapak dan pelindung tutup plastik |
| Sedang mengemas | bundel strip baja, bundel pembungkus plastik, peti kayu, kotak kardus |
| Pelabuhan | Tianjin, Shanghai, Ningbo |
Toleransi Pipa EFW ASTM A358 SS Kelas 2
| Penunjuk NPS | Variasi Diameter Luar yang Diizinkan | |
|---|---|---|
| Di dalam. | Dibawah. | |
| 1/8 hingga 1-1/2, termasuk | 1/64 (0.015) | 1/32 (0.031) |
| Lebih dari 1-1/2 hingga 4, termasuk | 1/32 (0.031) | 1/32 (0.031) |
| Lebih dari 4 hingga 8, termasuk | 1/16 (0.062) | 1/32 (0.031) |
| Lebih dari 8 hingga 18, termasuk | 3/23 (0.093) | 1/32 (0.031) |
Pipa SS Kelas 2 A358


Pengelasan Pipa EFW A358 Class2:
Sambungan las harus merupakan sambungan butt penetrasi penuh, dilas menggunakan metode pengelasan dua sisi atau satu sisi seperti yang didefinisikan dalam Kode Boiler dan Bejana Tekanan ASME, Bagian IX "Definisi". Terlepas dari jenis sambungan las (tunggal atau dua sisi), standar ini tidak menetapkan persyaratan khusus untuk kualitas lapisan las. Saat menggunakan backing ring atau backup strip, P-No. nilai (lihat QW-22 di Bagian X) harus sama dengan pelat baja yang disambung. Sebelum melakukan inspeksi radiografi yang diperlukan setelah pengelasan, backing ring atau strip cadangan harus dilepas seluruhnya, dan permukaan las yang terbuka harus diperiksa secara visual untuk memastikan memenuhi persyaratan bagian 6.2.3. Proses pengelasan yang tidak menghilangkan cincin atau strip pendukung dilarang. Prosedur pengelasan dan tukang las harus memenuhi syarat sesuai dengan ASME Boiler dan Pressure Vessel Code, Bagian IX.
Kecuali ditentukan lain, semua lapisan las harus dibuat menggunakan logam pengisi. Permukaan las di kedua sisinya bisa rata dengan bahan dasar atau memiliki kelebihan tinggi tidak lebih dari 1/8 inci (3 mm). Ketinggian setiap tulangan las dapat ditentukan oleh pabrikan atau disepakati bersama antara pabrikan dan pembeli. Penguatan harus relatif mulus dan bebas dari penyimpangan yang berarti. Logam yang diendapkan harus menyatu secara merata ke permukaan pelat. Kecuali ketebalan akhir logam las sama dengan atau lebih besar dari ketebalan minimum logam dasar yang berdekatan, permukaan las cekung tidak diperbolehkan.
Cacat las harus dihilangkan sampai diperoleh suara, logam bebas cacat, dan kemudian area tersebut harus diperbaiki dengan pengelasan. Perlakuan panas dan inspeksi selanjutnya (pengujian visual, radiografi, dan penetran pewarna) harus dilakukan sesuai dengan persyaratan lasan asli.
Tag populer: pipa las astm a358 kelas 2 efw, Cina produsen pipa las astm a358 kelas 2 efw, pemasok, A358 TP321 TP321H Pipa Baja Las, Tubing mekanik baja paduan, Pipa las brosur electrofusion, Pipa pengelasan fusi listrik, Pipa las electrofusion, Keberlanjutan Electrofusion Welded Pipe
Berikutnya
Pipa Las A358 TP316L EFWAnda Mungkin Juga Menyukai






Kirim permintaan